乳液涂料成膜过程中成膜助剂的挥发
殷耀兵1, 2, 3 ,李国强2 ,管文超3 (1. 河北工程大学,河北邯郸056038;
2. 广东华润涂料有限公司,广东顺德528306; 3. 华中科技大学博士后流动站,武汉430074)
0 引 言
深入细致地认识和把握乳液涂料的成膜过程是发展水性涂料的关键所在,成膜助剂对涂料的成膜过程影响较大。从助成膜机理来看[ 1 – 3 ] ,成膜助剂在成膜过程中提供足够的自由体积,以使聚合物粒子变形和聚合物分子链段扩散、缠绕而融合成连续的膜。根据自由体积理论, A Toussaint,等[ 4 ]提出了一个模型来估算成膜助剂的用量或者玻璃化温度的降低。不过,该模型没有考虑成膜助剂的挥发作用。工业实践发现,成膜助剂的水溶性、挥发性等性能影响着成膜助剂的应用性能[ 5 ] ,但是相关研究未见报道。本文利用热分析方法研究了成膜助剂的水溶性和挥发性对成膜助剂性能的影响,这对于合理使用成膜助剂、提高乳液涂料的成膜性能具有重要的现实意义。
1 实验部分
111 材料及仪器
苯丙乳液( Tg = 58 ℃) ;成膜助剂:二乙二醇丁醚(DEB) 、二丙二醇丁醚(DPnB) 、丙二醇丁醚( PnB) 、乙二醇丁醚( EB)均为市售商品。SDGA – 851E热质仪,梅特勒公司;热失质量分析条件为:氮气气氛,流速2010 mL /min;温度范围20~750 ℃,升温速度2010 K/min。MALWEN激光粒度仪,英国马尔文公司。
1. 2 热失质量分析
采用刮涂方法,利用乳液和成膜助剂的混合物在玻璃板上制备涂膜。严格控制间隔时间和干燥条件,然后刮下涂膜样品,进行热失质量分析。湿膜厚度为75μm,干燥温度为(20 ±1) ℃,相对湿度为60%。热失质量分析条件为:氮气气氛,流速2010 mL /min,温度范围20~750 ℃,升温速度2010 K/min。
1. 3 激光粒度分析
按一定配比混合成膜助剂和乳液,以去离子水稀释至固含量为011 g/L,平衡10 min。然后用激光粒度仪测试其粒径。重复测试6次,求取其平均值。
2 结果与讨论
2. 1 不同成膜助剂的挥发
在湿膜干燥并成膜过程中,利用TG热分析方法检测漆膜中成膜助剂的含量变化,研究成膜助剂的迁移情况。表1列出了实验所用4种成膜助剂的基本物理参数。
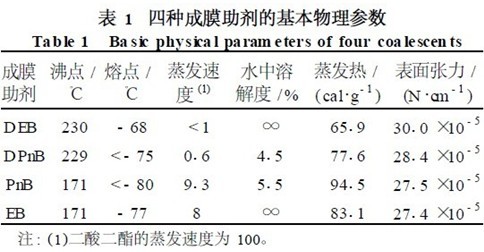
由表1可以看出,DEB和EB在水中溶解度很高,而DPnB和PnB在水中微溶,溶解度接近。从蒸发速度来看, DEB 和DPnB的蒸发速度接近,而PnB与EB的蒸发速度接近,并且明显比前两种成膜助剂蒸发速度快。从沸点来看,DEB和DPnB是高沸点成膜助剂,二者沸点接近;而PnB与EB是沸点比较低,二者沸点近似相等。4种成膜助剂物理性能的这种对比关系,非常适合于研究成膜助剂的迁移问题。利用上述4种成膜助剂分别与苯丙乳液混合,采用刮涂方法制备涂膜,底材为玻璃板。严格控制间隔时间和干燥条件,然后刮下涂膜样品,利用热失质量方法测试成膜助剂的含量。湿膜厚度为75μm,干燥温度为(20 ±1) ℃,相对湿度为60%。所得结果如图1和图2所示。
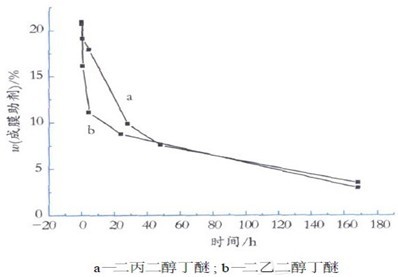
图1 涂膜中成膜助剂的含量与干燥时间的关系二乙二醇丁醚
对比图1和图2可以看出,无论成膜助剂的水溶性和蒸发热大小如何,成膜助剂的蒸发速度和沸点对涂膜中成膜助剂的含量影响很大。EB和PnB的蒸发速度快,则涂膜中成膜助剂的含量明显比DEB和DPnB的含量低。涂膜干燥7 d后,在涂膜中油溶性成膜助剂的含量高于水溶性成膜助剂,即PnB含量高于EB,DPnB含量高于DEB。很多研究者都观察到了这个现象。但是,以往的研究[ 4 – 5 ]认为,产生这种现象的原因是由于油溶性成膜助剂在干燥过程中将在水相挥发之后才开始挥发。本文的研究结果与这个认识不同,而是揭示了一个比较复杂的过程。
由图1看出,无论成膜助剂水溶性如何,它们在涂膜中的含量变化都可以分两个阶段。在第一阶段,成膜助剂含量迅速降低,在第二阶段,成膜助剂含量下降速度变得十分缓慢。本文认为,这是由于在第一个阶段,成膜助剂一方面向涂膜外挥发,另一方面随着水分的减少相应地浓度升高而向聚合物粒子内部渗透迁移。对于水溶性成膜助剂来说,因浓度升高而向聚合物内部渗透的作用是其降低最低成膜温度,发挥助成膜作用的关键所在。在第二个阶段,成膜助剂由涂膜内部向外挥发。由于此时挥发速度受到成膜助剂分子向外迁移速度的控制,涂膜内部成膜助剂的浓度因分子迁移而减小,所以成膜助剂分子向外迁移的速度也逐渐变慢。乳液涂料在长期的贮存过程中,水相和聚合物粒子之间成膜助剂的分配达到平衡。利用激光粒度仪测试,发现加入水溶性成膜助剂DEB的乳液粒径基本不发生变化,而加入油溶性成膜助剂DPnB的乳液粒径增加了10 nm左右。这说明DPnB在聚合物粒子中的分配系数大,含量高。对于挥发速度和相容性都相近而水溶性明显不同的成膜助剂来说,水溶性成膜助剂在聚合物相中含量小于油溶性成膜助剂,在同一较长的挥发时间内,前者残留量往往相对较小。但是,在成膜助剂挥发的第一阶段,水溶性成膜助剂在涂膜中的含量却要高一些,这说明此时油溶性成膜助剂的挥发速度快一些。对于高沸点的成膜助剂来说,这个差别就更明显,如图1所示。为了解释这个现象,应当从乳液涂料的成膜过程寻找原因。在成膜助剂挥发的第一阶段,随着溶剂水分的挥发,聚合物粒子从自由分散状态聚集起来,形成堆积状态[ 6 ] ,理想条件下可以形成紧密堆积的胶晶[ 7 ]。在这个时候,由于聚合物粒子或者油溶性成膜助剂的细小液珠被溶剂水所包裹,有可能出现油溶性成膜助剂挥发速度慢的状况。不过,一般情况下由于乳液涂料的体积固含量比较高,这个阶段往往十分短暂。随后,水分穿过聚合物粒子之间的空隙继续挥发。此时,油溶性成膜助剂附着在聚合物粒子表面或者粒子之间的液桥表面上,表面积非常大。展布开来的油溶性液珠则是以含水很少的浓溶液的形式挥发。而水溶性成膜助剂一直以水溶液的形式挥发,相对来说蒸发的表面积小、浓度低。总体结果就表现为油溶性成膜助剂的挥发速度快。图2的状况与此相同。需要指出的是,因为相对挥发速度快,成膜助剂快速挥发的第一阶段相对短暂,但是仍然表现为油溶性成膜助剂挥发速度快。在第二阶段,则是水溶性成膜助剂挥发快。
以上分析了水溶性不同的成膜助剂在挥发的第一和第二阶段之间的差异,通过下面对于水溶性成膜助剂导致的缩边现象的研究,可以进一步加深理解。
2. 2 缩边现象
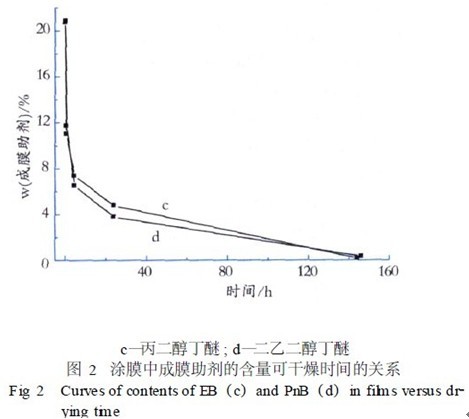
在聚合物乳液、颜填料、分散剂、消泡剂、流平剂等用量和种类完全相同的两个涂料体系中,分别加入等量的成膜助剂DEB和DPnB。两种成膜助剂与聚合物乳液的相容性都非常好。实验发现,成膜助剂DEB使得漆膜出现严重的缩边现象,而加有油溶性成膜助剂DPnB的涂膜没有出现缩边现象。由于显微镜照片无法明显对比二者的差异,利用图示方法,调整纵坐标和横坐标的单位后,可以将缩边现象明显地表示出来,如图3所示。从图3可以看出,含有水溶性成膜助剂DEB的两个漆膜c8和c8 – 2缩边现象非常明显,而含有不溶性成膜助剂DPnB的漆膜c5没有出现缩边现象。该现象正是由于水溶性不同的成膜助剂随水分挥发浓度变化不同,因而向聚合物粒子内部渗透程度不同所造成的。在漆膜c8和c8 – 2中,随着水分的挥发,聚合物粒子浓缩聚集。但是,在成膜助剂DEB渗入聚合物粒子而使其软化之前,光滑、坚硬的球形聚合物粒子随着水分干燥边缘的推进而滑动、位移,直至聚合物粒子中渗透足够量的成膜助剂而软化变形为止。这样就形成了缩边现象。而在漆膜c5中,聚合物粒子由于渗透容纳了足够的成膜助剂DPnB,已经完全软化,随着水分的挥发,当受到成膜的驱动力作用时,聚合物粒子就变形融合。因而随着水分干燥边缘的推进而移动,不会出现缩边现象。干燥过程中的这种缩边现象会导致漆膜重涂性差,厚度不均匀,表观质量变差。
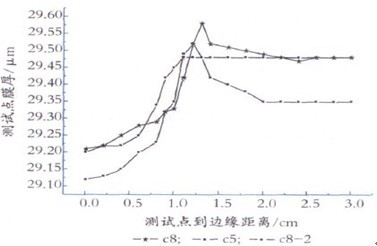
图3 涂膜厚度随测试点与涂膜边缘的距离的变化曲线( c8, c8 -2为DEB; c5为DPnB)
3 结 语
在成膜助剂挥发的第一阶段,油溶性成膜助剂挥发速度比水溶性成膜助剂快。而在第二阶段,由于挥发过程受到成膜助剂分子由聚合物内部向外扩散的控制,油溶性成膜助剂挥发速度反而慢。由于水溶性成膜助剂在干燥过程中因水分挥发,浓度提高,成膜助剂逐渐向聚合物粒子内部渗透。由于聚合物粒子软化需要时间,因此聚合物粒子随着涂膜干燥边缘从外向里推进而移动,导致缩边现象的出现。为了综合水溶性和油溶性成膜助剂的优势,可以考虑将二者混用。本文的研究结果对于成膜助剂的选用和减量增效,以及提高成膜性能具有重要意义。




