GB/T 23445—2009《聚合物水泥防水涂料》标准规定聚合物水泥防水涂料(下称JS 涂料)在性能检测时的成型方式为:试样制备时分2 次或3 次涂覆,后道涂覆应在前道涂层实干后进行,两道间隔时间为12~24 h,使试样厚度达到(1.5±0.2)mm。但在实际工程施工中,JS 涂料一般为多遍刷涂或滚涂(≥4 遍)。本文分别采用刮涂、刷涂和滚涂3 种成型方式成型不同厂家的JS 涂料产品,研究其对JS 涂料主要性能指标如拉伸强度和断裂伸长率的影响,检验实验室检测数据与工程实际的差异性。
1 实验部分
1.1 主要原料
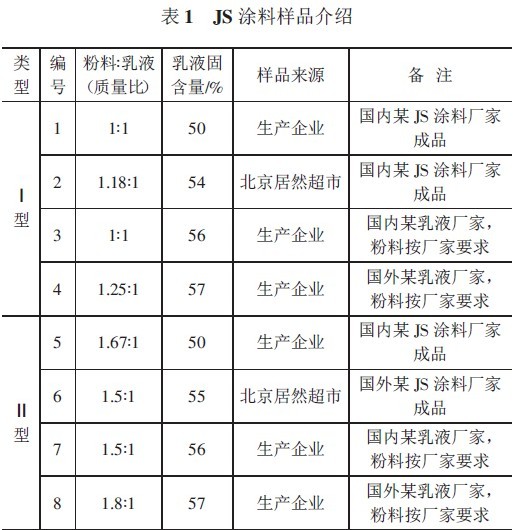
本文采用了5 个厂家的8 个JS 涂料样品,具体情况见表1。
1.2 仪器与设备
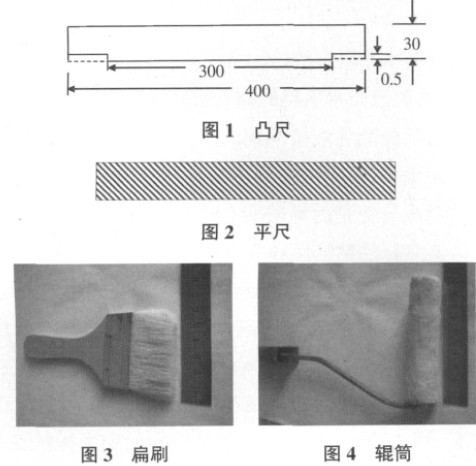
多功能无级调速搅拌器:D-8401 型,天津华兴科学仪器厂;电热鼓风干燥箱,DHG-9140A 型,上海一恒科学仪器有限公司;恒温恒湿培养箱:HWS-250型,上海森信实验仪器有限公司;桨叶式搅拌杆;架盘药物天平:最大称量值200 g,分度值0.2 g;0.5 mm凸尺(图1);平尺(图2);扁刷(图3);辊筒(图4)。
1.3 防水涂料的制备
JS 涂料样品采用刮涂成型时,分2 次刮涂,依次采用0.5 mm 凸尺和平尺,前后间隔24 h;采用刷涂成型时,分3 次刷涂,每次称取适量样品,用扁刷均匀涂覆,每遍间隔24 h;采用滚涂成型时,分6 次滚涂,每次称取适量样品,用辊筒均匀涂覆,每天2 次,每遍间隔8~24 h,72 h 内完成。JS 涂料制备时粉料和液料的比例按各厂家的要求,并在GB/T 23445—2009 要求的基础上,增加以下一些固定条件:8 个样品同期涂覆,涂覆尺寸、搅拌容器(搅拌速度为800 r/min)、搅拌杆和后期养护条件均相同。
1.4 力学性能测试
按照GB/T 23445—2009 测定JS 涂料样品的拉伸强度和断裂伸长率。
2 结果与讨论
采用刮涂、刷涂和滚涂成型的不同品牌JS 涂料样品的拉伸强度和断裂伸长率测试结果见图5—6。
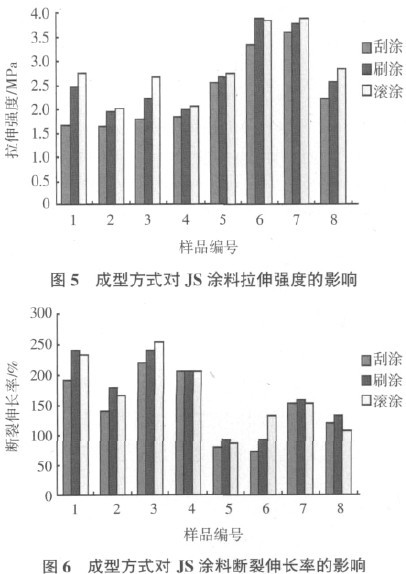
由图5—6 可知:相对于刮涂成型方式,滚涂或刷涂成型的JS 涂料样品拉伸强度和断裂伸长率更高。刮涂成型的8 个JS 涂料样品的拉伸强度和断裂伸长率均最低;滚涂成型的JS 涂料样品中,7 个拉伸强度最高,2 个断裂伸长率最高;刷涂成型的JS 涂料样品中,1 个拉伸强度最高,5 个断裂伸长率最高。3 种成型方式成型的JS 涂料样品中,只有4 号样品的断裂伸长率数据相同。
不同成型方式对JS 涂料拉伸强度和断裂伸长率的影响主要是下述因素综合作用所致。
因素一:气泡。JS 浆料中含有乳化剂、增稠剂等多种表面活性剂,增加了乳液的起泡性并有助于气泡的稳定。气泡的存在会使JS 涂料的拉伸强度和断裂伸长率降低,影响的程度与气泡的多少以及大气泡的比例密切相关。在乳液和粉料中也会有一些消泡剂,但JS 浆料比较稠,气泡的破除要经过气泡再分布、膜厚的减薄和膜的破裂等过程,需要一定的时间。滚涂成型方式的涂覆次数最多,消泡效率也最高,大气泡的数量和比例会很小。刷涂成型方式为了达到厚度均匀需要反复涂刷,虽然和刮涂的次数相同,但反复涂刷也有利于消泡。刮涂只能依靠气泡从浆料内部向JS 涂料表面迁移并破灭来消泡,消泡效率最低,相对含气量最大。
因素二:主观因素。刮涂用刮尺2 遍成型,人为因素的影响较小。刷涂或滚涂需要反复涂覆,人为因素的影响相对较大:实验员的技术熟练程度越高,刷涂或滚涂时反复涂覆次数少即可达到厚度均匀要求,因此消泡效果越差,JS 涂料的拉伸强度和断裂伸长率越低;反之,则消泡效果越好,JS 涂料的拉伸强度和断裂伸长率越高。
因素三:JS 浆料的黏度和流平性。JS 浆料的黏度和流平性对刮涂基本没影响。但对于刷涂或滚涂,JS浆料的黏度低、流平性好,越容易涂覆,反复次数少即可达到厚度均匀要求,因此消泡效果较差,JS 涂料的拉伸强度和断裂伸长率较低;反之,则消泡效果较好,JS 涂料的拉伸强度和断裂伸长率也较高。另外,JS 浆料的黏度低、流平性好有利于气泡从浆料内部向表面迁移并破灭,相对的JS 涂膜的含气量较低。
根据GB/T 23445—2009 规定:Ⅰ型JS 涂料产品的拉伸强度应大于1.2 MPa,断裂伸长率应大于200%;Ⅱ型JS 涂料的产品拉伸强度应大于1.8 MPa,断裂伸长率应大于80% 。本试验中,采用刮涂成型的8 个JS 涂料样品有3 个不合格,采用滚涂或刷涂成型的8 个JS 涂料样品各有1 个不合格,说明在实际工程施工中成型的JS 涂膜的拉伸强度和断裂伸长率优于实验室成型的JS 涂膜。
3 结论
不同的成型方式对JS 涂料的拉伸强度和断裂伸长率均有影响,相对于实验室刮涂成型方式,工程实际施工中采用的滚涂或刷涂成型的JS 涂膜拉伸强度和断裂伸长率更佳。





